数控立车的核心是计算机及运行在其上的软件,它在立车中起“指挥”作用。数控装置接收由加工程序送来的各种信息,并经处理和调配后,向驱动机构发现执行命令。在执行过程中,其驱动、检测等机构同时将有关信息反馈给数控装置,以便经处理后发出新的执行命令。
数控立车的伺服系统通过驱动电路和执行文件(如伺服电机)。准确地执行数控装置发出的命令,成数控装置所要求的各种位移。车床的进给传动系统常用进给伺服系统代替,因此也常称为进给伺服系统。

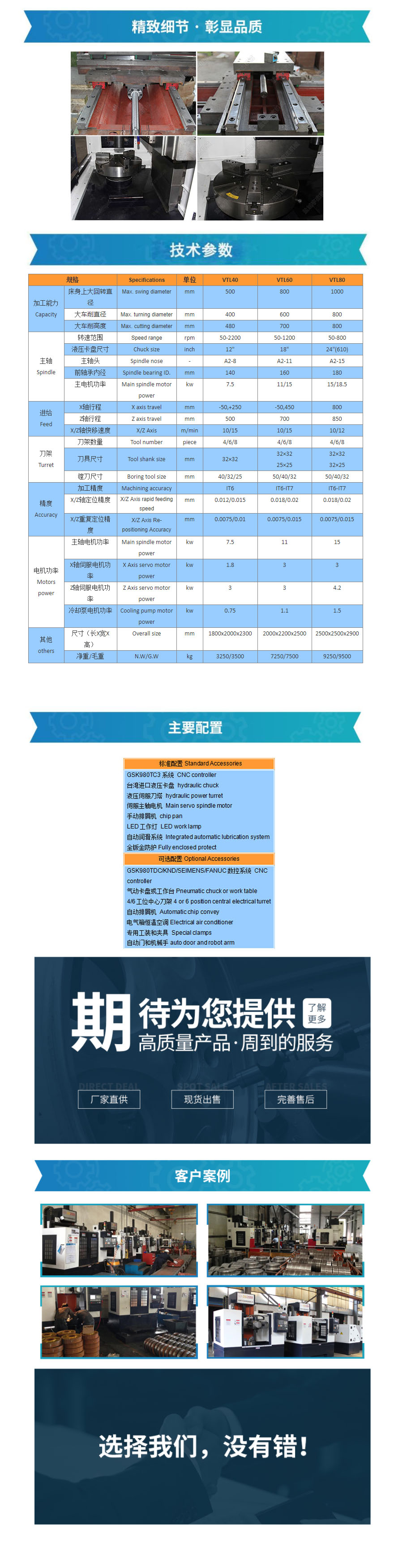
数控立车采用整体斜置式床身结构,重切时仍能保持机床精度的稳定性。X、Z轴伺服电机通过弹性联轴节于与滚珠丝杠直连,精度高,丝杠两端固定,提高了支承座的支承刚度,使频繁高速定位,重切时引起的丝杠扭曲变形减到低程度。
数控立车是一种利用数控技术,按照事先编好的程序实现动作的机床。它由程序载体、输人装置、CNC单元、伺服系统、位置反馈系统和机床机械部件构成。数控车床是一种高精度、效率高的自动化机床,使用数控车床可以提高加工效益,创造更多的价值,数控车床的出现使企业摆脱了落后的加工技术。
数控立车周保养细则:
1、检查冷却风扇的通风效能,清洁通风滤网。
2、检查机床刀架的性能,特别是刀具固定螺钉底面是否为圆弧面并及时修正。
3、如果长时间不工作,应保持每7天送一次电,使电器元器件及数控系统通电运行2~3小时,以驱赶电器柜内部的潮湿,并为电池充电。
4、检查机床的控制按钮是否异常并及时更换损坏的按键。
5、检查、添加数控车床润滑油油箱的液面达到规定的要求,并检查润滑油的润滑效果。
6、检查机床尾座的性能并及时修正。
1、VTL40小型线轨数控立车加工能力
2、床身上z大回转直径500mm z大车削直径400mm z大车削高度480mm
数控立车加工的零件如何去毛刺呢?
1.化学法去毛刺
将清洗干净的金属零件放到化学溶液(50℃)中,零件表面金属将以离子形式转到溶液中。这些离子聚集在工件表面,经化学反应形成一层电阻大、电导率小的黏液膜,保护工件表面不被腐蚀,而毛刺突出于表面,化学作用会将毛刺去掉。加工时,只要一个槽子即可。根据去毛刺工件材料的不同,用不同的化学溶液。基主要成分可以是盐酸、磷酸、硫酸、盐酸二基苯胺和水等,按比例配制。化学去毛刺适用于小的金属零件,可以去除厚度小于0.07mm的细小毛刺。
2.高温法去毛刺
先将需要去毛刺的零件放在紧固的密封室内,然后送入一定压力的氢氧混合气体,经火花塞点火后,混合气体瞬时爆炸,放出大量的热,瞬时温度高达3300℃以上。由于爆炸时间极短,使零件的毛刺被烧掉,而零件的其他部分来不及变化。爆炸时,高压气体无孔不入,零件的所有内孔、交叉孔、槽、深孔等的毛刺均能被烧掉。需要有专用高温去毛刺机床。
此法去毛刺适用于任何结构形状的金属、塑料、橡胶零件,特别是形状复杂而用手工又难去除毛刺的零件。操作过程中,立车根据不同零件的材料选择合适的氢氧混合比(指密封室中氢气和氧气的摩尔质量比),钢、合金钢、铜对混合气不敏感,氢氧混合比在2:1-2:2范围均可,铝合金的略高于2:1。其次要选择充气压力(指密封室内混合气压力),一般来说,钢、合金钢充气压力高,黄铜次之,铝合金更低。零件在去毛刺前,必须清洗干净并烘干;去毛刺后,放入磷酸混合溶液中进行中和处理,去除氧化膜。
3.滚磨法去毛刺
把一定比例的工件和磨料放入封闭的滚筒,在滚筒转动过程中,零件与磨料、零件与零件间产生磨削,去除毛刺。滚磨去毛刺设备有专用去毛刺机和离心滚抛机。磨料可用石英砂、木屑、氧化铝、陶瓷、白云石、碳化硅、金属环等。根据零件的材料、形状和尺寸以及毛刺部位和大小等进行选择。

 QQ:
QQ: 邮箱:517397009@qq.com
邮箱:517397009@qq.com 传真:0515-88631266
传真:0515-88631266 地址:盐城市盐都区冈中工业园区振冈路6号
地址:盐城市盐都区冈中工业园区振冈路6号